



想要直观了解石油套管Q355B方矩管专心专注专业产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:石油套管Q355B方矩管专心专注专业的图文介绍

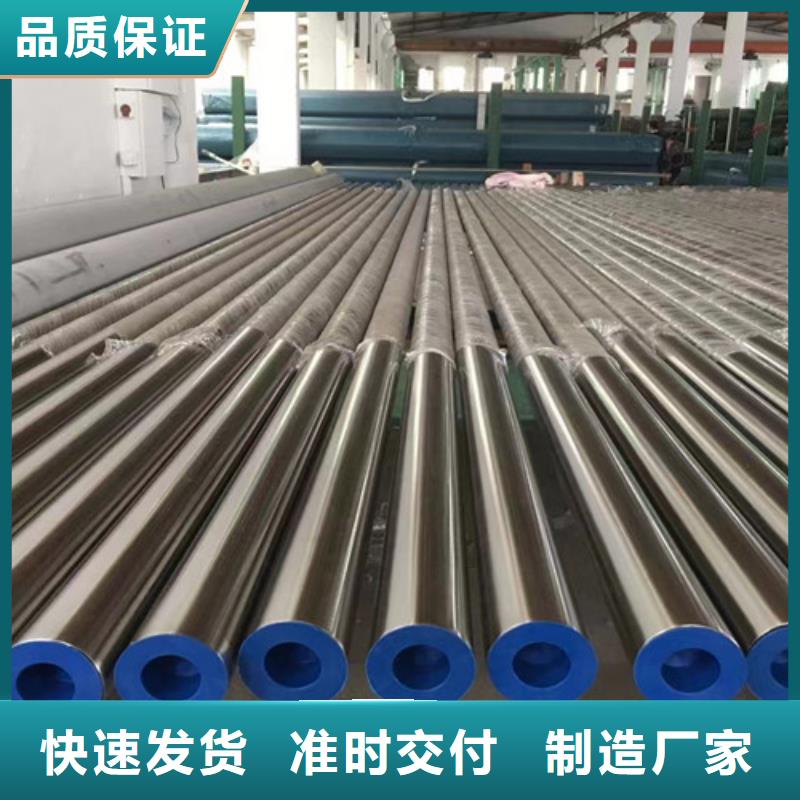
石油套管注意事项 石油套管的防腐对策 1、首先抓好水质达标,严格水质检测和管理。实行清污分注,加强主水管道的清洗工作,做到站内、井底水质达标,减少腐蚀源引入环形空间; 2、对已新投产的注水井,采取以投加杀菌为主的环空保护液,并且形成制度,定期投加; 3、鉴于机械擦伤对石油套管腐蚀产生加速作用,建议在油管接箍上加一橡胶圈或在井斜严重部位加一扶正器,避免在作业过程以及注水过程中油管刮伤套管以及一侧接触套管; 4、针对垢下细菌腐蚀严重及高温时SRB生长缓慢和杀死情况,可定期向环空注入100摄氏度的高温水或水蒸气以杀死垢下SRB; 5、在注水井套管内腐蚀未得到有效控制前,不建议推广采用阴极保护和涂层套管。 包装贮藏编辑 播报 按美国石油学会标准APISPEC5CT1988年第1版,套管钢级分H-40、J-55、K-55、N-80、C-75、L-80、C-90、C-95、P-110、Q-125共10种。套管应带螺纹和接箍供货,或按下述任一管端形式供货:平端、圆螺纹不带接箍或带接箍,偏梯形螺纹带接箍或不带接箍,直连型螺纹、特殊端部加工、密封圈结构。

石油套管中的27MnCrV钢的AC1=736℃,AC3=810℃,亚温淬火时加热温度在740-810℃之间选取。亚温淬火选取加热温度780℃,淬火加热的保温时间15min;淬火后回火选取温度630℃,回火加热保温时间50min。由于亚温淬火在α+γ两相区加热,在保留部分未溶解铁素体状态下进行淬火,在保持较高强度的同时,韧性得到提高。 同时低温淬火较常规温度低,减小了淬火的应力,从而减小了淬火的变形,这样保证了热处理的生产的顺利操作,而且为后续的车丝加工等提供了很好的原料。 目前该工艺在河北钢管厂的管加工厂已得以应用,质保数据表明,热处理后的钢管屈服强度Rt0.6在820-860MPa,抗拉强度Rm在910-940MPa,冲击韧性Akv在65-85J间,抗毁性能合格。数据表明,27MnCrV钢管已是相当优质的高钢级石油套管,另一方面也表明了亚温淬火工艺是钢制品生产中避免高温脆性时的一种极好方法。


石油套管厂冷床是单向链式冷床,∮216mm周期轧管机组轧制的产品规格为∮114.3~319mm、壁厚6~40mm;∮318mm周期轧管机组轧制的产品规格为∮168~377mm、壁厚6~40mm。作为油井管,则可生产各种规格的套管管体管和部分钻杆管体管。石油套管厂为提高油井管管体管的质量,利用引进技术、联合设计和联合制造设备方式,与1994年建成了1套中美联合设计的∮180mm精密轧管机组。采用连铸圆管坯,环形加热炉加热,锥形辊穿孔机穿孔,精密轧管机轧制,12机架三辊微张力定径机定径,冷床冷却。形成了世界上的1套无缝钢管短流程生产线,其生产流程为:电炉炼钢→炉后精炼→真空脱气→连铸→热送→管坯加热→穿孔→轧管→定径→冷却调温(预留)→在线淬火(预留)→回火(预留)→定径(预留)→冷却→矫直→探伤→锯切→切头→检查→轨道直送管加工。石油套管厂油井管的套管管体的生产工艺流程:钢锭加热→水压冲孔→再加热→延伸→周期轧制→再加热→定径→冷却→矫直→切管→检查钢锭加热:∮216mm周期轧管机组用一台环形加热炉,∮318mm周期轧管机组原设计用两台环形加热炉,包钢无缝钢管厂为了节约能源,自己改造了一台环形加热炉。水压冲孔:∮216mm是采用10kN水压机冲孔,∮318mm用18kN水压机冲孔。延伸:石油套管厂都是采用二辊式导板延伸机。再加热:用盘式加热炉,轧制则分别用周期轧管机,再加热用不进式炉。定径:包钢无缝钢管厂都是二辊式5机架定径机。石油套管厂冷床是单向链式冷床,∮216mm周期轧管机组轧制的产品规格为∮114.3~319mm、壁厚6~40mm;∮318mm周期轧管机组轧制的产品规格为∮168~377mm、壁厚6~40mm。作为油井管,则可生产各种规格的套管管体管和部分钻杆管体管。



在公司发展壮大的8年里,内蒙古路易瑞国际贸易有限公司始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 306L工角槽。我们有好的 306L工角槽产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.


